Какая технология производства пропиленоксида (PO) была наиболее конкурентоспособной в 2025 году
2026-02-03
В 2025 году многие химические продукты показали умеренные результаты, однако некоторые позиции получили преимущества благодаря технологическому прогрессу. Химическая промышленность отличается сложностью и разнообразием процессов, а циклы отрасли оказывают разное влияние на сырьё. Даже один и тот же продукт при разных технологиях производства может демонстрировать существенно различающуюся рентабельность.
Пропиленоксид (PO) является ярким примером такого различия. На конец 2025 года в промышленности применялись технологии: хлоргидринная, HPPO, совместная окисляция изобутана, совместная окисляция этилбензола и CHP. На конец года наибольшая доля установок приходилась на HPPO, затем — совместная окисляция изобутана, далее — хлоргидринная, совместная окисляция этилбензола и CHP. В Китае к 2025 году были введены три промышленные установки CHPPO с общей мощностью 550 тыс. тонн, что расширило разнообразие производственных процессов PO.
Ниже рассмотрена экономическая эффективность различных технологий и их конкурентоспособность в 2025 году.
1. Хлоргидринная технология: минимальная прибыль, постепенный вывод с рынка
Хлоргидринная технология использует пропилен, хлор и воду в качестве ключевых сырьевых компонентов. В реакторе происходит образование 1,2-дихлорпропана, который затем циклизуется в щелочной среде с образованием PO и побочного продукта — хлорида кальция. Конечный продукт отделяется и очищается в колонне ректификации, обеспечивая чистоту ≥99,9%.
Технология отличается зрелостью, низкой капиталоёмкостью и простотой эксплуатации, но имеет высокие объёмы сточных вод и экологические ограничения. В последние годы её постепенно заменяют HPPO, CHP и другие экологичные технологии.
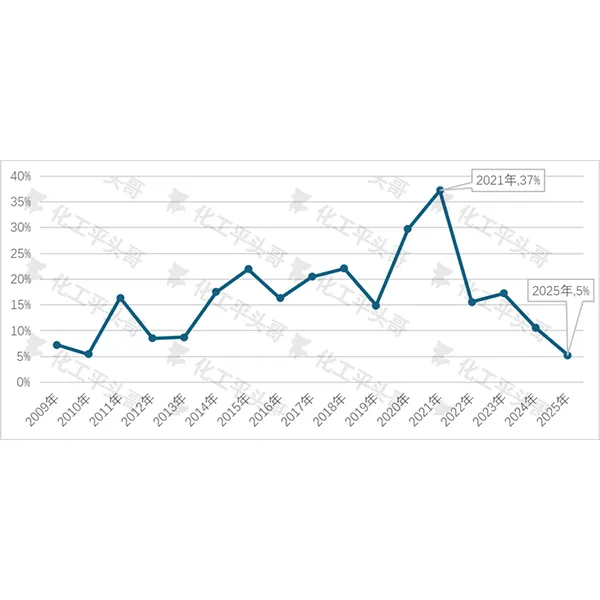
По данным 2025 года, теоретическая рентабельность хлоргидринного PO составляет около 5%, что относится к микро-прибылью. В 2021 году достигалась максимальная теоретическая рентабельность — 37%. Усиление конкуренции и государственные ограничения привели к заметному снижению прибыльности. Основными ограничителями остаются экологические требования и высокие затраты на очистку сточных вод.
")
2. HPPO: основная технология, но рентабельность низкая
HPPO-технология использует пропилен и H₂O₂ в присутствии титаносиликатного катализатора. Пропилен эффективно превращается в PO с побочным продуктом — водой, селективность реакции превышает 95%. Далее производится ректификация с возвратом непрореагировавшего пропилена и растворителя, чистота конечного PO ≥99,9%. Побочная вода после очистки может использоваться повторно.
Технология обладает высокой атомной экономичностью, отсутствием высокосолевых сточных вод и высокой экологичностью. Однако стоимость H₂O₂ и требования к катализатору повышают себестоимость.
По данным 2025 года, теоретическая рентабельность HPPO колебалась в диапазоне 2–15%, в 2025 году наблюдался убыток около 9%, что является минимальным показателем за последние 16 лет. Несмотря на экологические преимущества, высокая стоимость сырья снижает прибыльность.
")
3. CHP: новая технология, общая рентабельность умеренная
CHP-технология использует пропилен и изопропилбензол. Изопропилбензол окисляется в воздушной среде до гидропероксида (CHP), который далее взаимодействует с пропиленом на титановом катализаторе с образованием PO и α-метилстирола. Далее производится ректификация и экстракция, непрореагировавшие компоненты возвращаются в процесс.
Технология отличается низким объёмом сточных вод, высокой атомной экономичностью, побочные продукты могут перерабатываться, процесс интегрирован с цепочкой изопропилбензол — фенол. Однако процесс длинный, требует строгого контроля качества сырья.
В 2025 году теоретический убыток PO по CHP составил 7%, что является историческим максимумом по потерям. При интегрированной схеме производства изопропилбензола возможна микро-прибыль.
")
4. Совместная окисляция этилбензола (PO/SM): стабильная прибыль, микро-прибыль в 2025 году
PO/SM-технология использует этилбензол и пропилен. Этилбензол окисляется до гидропероксида, затем реагирует с пропиленом на каталитическом комплексе с образованием PO и α-метилстирола. Далее проводится ректификация и экстракция, непрореагировавшие компоненты возвращаются в процесс, побочный продукт перерабатывается и возвращается в цикл.
Технология не формирует высокосолевых сточных вод, экологичнее хлоргидринной, побочные продукты имеют высокую добавленную стоимость. Процесс можно интегрировать с производством стирола.
По данным 2025 года, теоретическая рентабельность PO по PO/SM составляет 2%, оставаясь микро-прибылью. При интеграции с производством этилбензола технология демонстрирует конкурентные преимущества.
")
5. Совместная окисляция изобутана: самая конкурентоспособная технология
Совместная окисляция изобутана использует изобутан и пропилен. Изобутан окисляется до гидропероксида (CHPB), который затем реагирует с пропиленом на каталитическом комплексе с образованием PO и трет-бутилового спирта (TBA). TBA может использоваться для производства MTBE или как химическое сырьё.
Технология не формирует высокосолевых сточных вод, побочные продукты высоко ценны, процесс подходит для масштабного интегрированного производства, требует построения цепочки изобутан — PO.
По данным 2025 года, теоретическая рентабельность PO по этой технологии достигла 12%, что делает её самой прибыльной среди пяти технологий. С 2009 по 2025 год технология сохраняла стабильную прибыль, средний уровень — 20–30%. Интегрированные установки повышают конкурентное преимущество за счёт снижения затрат и экологичности.
")
Вывод
С учётом перспектив интегрированных схем, экологических требований и снижения себестоимости, наиболее конкурентоспособными остаются HPPO и совместная окисляция изобутана. HPPO занимает наибольшую долю рынка, снижает выбросы и минимизирует отходы. Внедрение третьего поколения титансиликатных катализаторов и масштабные интегрированные установки позволят снизить себестоимость и вернуть прибыль.
Совместная окисляция изобутана отличается высокой экологичностью, ценными побочными продуктами и высоким порогом входа для конкурентов, что укрепляет конкурентные позиции. Однако развитие электромобилей и альтернативных источников энергии может оказывать давление на традиционные нефтехимические продукты.